
By nature, steam boilers are more complex than hot water boilers. With more variables to contend with, like steam pressure and water quality, it is important to understand the various design options along with their advantages and drawbacks in order to select the best boiler for any given application.
Steam Boilers come in a wide variety of configurations, Below some of the most common types are listed:
- Firetube Boiler
Cylindrical pressure vessel with submerged furnace and multi-pass tubes. These boilers are efficient, cost-effective with many proven design variations to meet project-specific requirements. With capacity up to 80,000 pph and pressures up to 350 psig (saturated only), this type of boiler is the most commonly used style for industrial and hospital applications. - Watertube Boiler
With the water inside bent tubes that form the furnace and convection passes, the Watertube design can reach capacities of 500,000 pph and pressures in excess of 1000 psig. These boilers are easily fitted with steam superheater sections, making them natural choices for large industrial or combined heat and power (using steam turbines) applications. - Low Volume Watertube Boiler
A key feature of these types of boilers is that they respond rapidly to a variable steam demand, making them ideal for food and beverage applications or any industrial process where high-grade feedwater and dynamic loads are expected. - High Pressure Steam Boiler
High Pressure Steam Boilers, while not as common as they used to be, are still important for industrial processes that need the higher temperatures associated with elevated steam pressures. They are typically rated for 150 psig or higher and can be firetube or watertube designs, with pressure vessels that are fabricated to handle the added stress and temperatures. The instrumentation, safeties, and controls while similar to low pressure designs, are all designed and rated for the pressure/temperature service encounters. - Low Pressure Steam Boiler
Low Pressure Steam Boilers can take a variety of forms (firetube, watertube, cast iron sectional, firebox, etc) because the pressure vessels are not subjected to the extreme stresses that a high pressure boiler would see. “Low Pressure” generally refers to a boiler that is designed to have a maximum operating pressure below 15 psig. ASME codes define construction methods and materials required for low, (and high) pressure units. Most commonly, low pressure boilers are used for comfort heating, humidification, and for some lower temperature process applications. Safeties and controls are generally similar to those of high pressure units.
Each of the boiler types listed above can be customized with special features and controls that improve their ability to perform in a given application. So, with a wise selection of boiler type and the application appropriate trim and controls, a boiler will be safe, efficient, and reliable. Conversely, poor selections can result in a boiler that is expensive to operate and lasts only a few years – not to mention, dangerous to be around.
Before choosing a boiler design, it is helpful to understand as much as possible about the steam load and the operation of the steam system. (See applications below). For example:
- Is the load consistent or is it more variable over time, and how fast does it change?
- Will the plant send back all of the condensates or will 100% freshwater be needed to make up for the steam used from the header?
- What steam pressure do I need at my process or heating equipment?

Steam Pressure
Boilers normally operate at a pressure slightly higher than that which is needed so that line losses may be overcome as steam travels through the system. Generally more steam (thermal energy) can be delivered to the heating equipment in higher pressure steam using smaller diameter piping than in low pressure systems. Sometimes high pressure steam is delivered but pressure is then reduced at the point of use via a pressure regulator or back pressure steam turbine.
This highly efficient configuration is known as “Combined Heat and Power” or CHP and can be employed in larger steam systems where the boiler has the ability to generate steam at a much higher pressure than is needed for the process. In this concept high pressure steam is generated using low cost natural gas and then is efficiently converted to electrical power via a backpressure steam turbine generator. The difference in pressure and the steam flow will determine how much power can be generated at the turbine generator. Typical minimums are 10,000 pph steam flow and 100 psig pressure deltas. As the cost of electrical power from the grid increases, the economic viability of these systems will continue to improve. Many industrial clients like the added reliability that onsite power generations brings to a facility.
Typically steam systems are categorized according to pressure requirements and pressure (and psi refers to psi-guage).
- 15 psi or less – limited area heating, humidification, low temperature applications.
- 15 psi – 150 psi – larger facility heating needs, process applications
- Above 150 psi – industrial facility, large campus needs, or processes requiring fluctuating pressure levels
- Superheated Steam– typically over 150 psi, and used in power generation, or to reduce condensate formation in long piping runs.
Applications
Steam boilers are used in a variety of applications, which require distinct pressures and flow rates. The steam boiler technology you select should be one that results in SAFE, efficient and reliable operation. . Proper boiler sizing is also important, sometimes two smaller units sized for ½ of the peak load is a better choice than one large unit designed for peak loads, but normally operates inefficiently at a fraction of its maximum continuous rating.
Heating – typically 150 psi or less
Heating applications in this range are usually food and beverage, processing factories, hospitals, and campus type settings. Saturated steam may be used at process fluid heat exchangers, reactors, combustion air pre-heaters, and various other types of heat transfer equipment.
Humidification – typically 150 psi or less
HVAC systems often include steam humidifiers to condition the air for indoor comfort and climate control. When the cold air is heated the relative humidity of the air drops, so it must be adjusted to normal levels with addition of a controlled injection of dry saturated steam into the downstream air flow.
Process & Power– 150 -1000 psi with superheat
Higher pressure steam boilers can provide very high temperatures needed for refining or chemical processes. Through the use of “step down regulators” or back pressure steam turbine generators, it is possible to supply steam at different pressures depending on the different needs of the various processes.
Usage and Steam Load
Understanding your usage and steam load is essential in selecting the right steam boiler for your application. Different steam boiler technologies perform better depending on the application profile. The primary difference lies in whether the usage profile is steady or fluctuating.
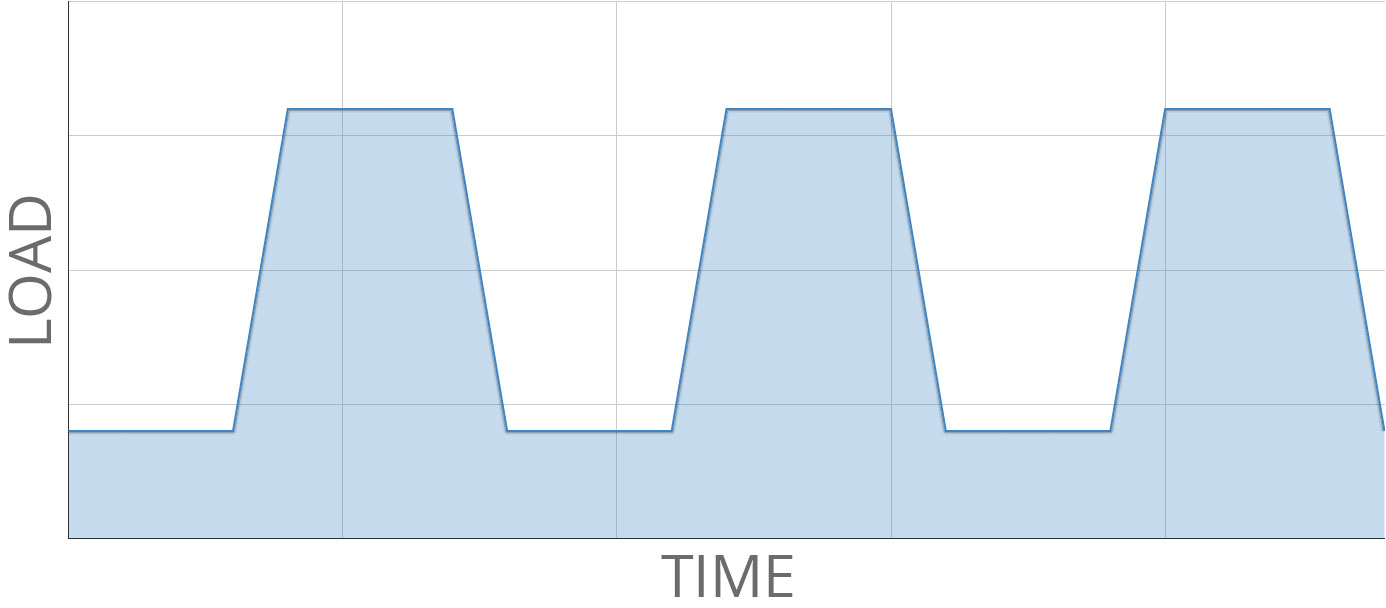
Steady Load
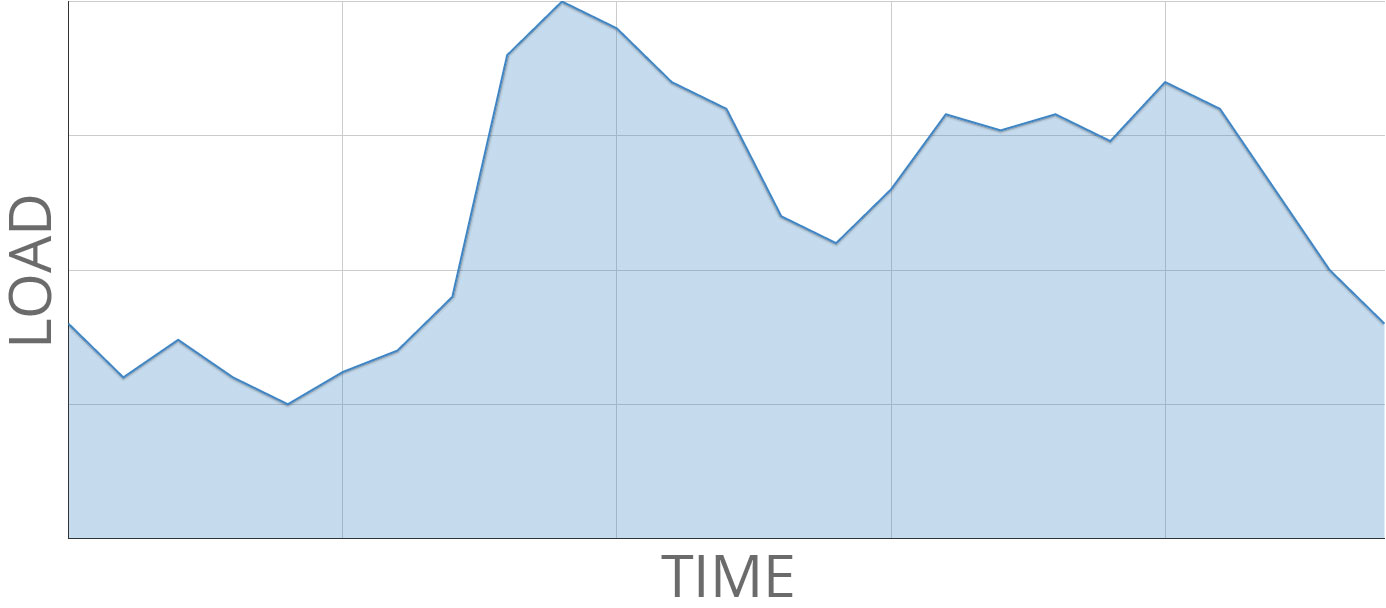
Fluctuating Load
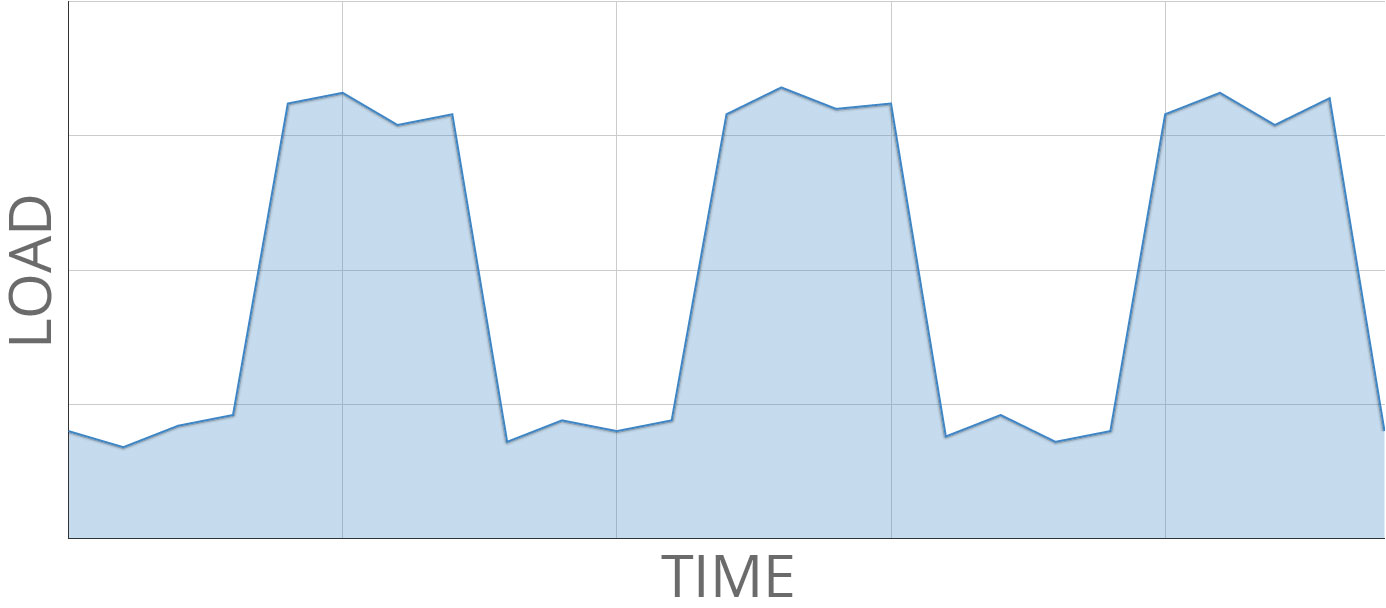
Combination Load
Fuel

Natural gas is the predominantly used fuel source for powering steam boilers because it is readily available, low cost and clean burning. Other fuel sources include: petroleum gas, propane, electricity, and alternative fuels. It is not uncommon to have a dual fuel burner that can fire both a primary fuel as well as a backup fuel. A normal arrangement might be natural gas as a primary with #2 oil or propane as the back up in case of a gas line disruption. The standby fuel is normally stored onsite and is used only in emergencies. Critical care facilities, hospitals, prisons and some industrial processes routinely use a backup fuel strategy and may store up to several days’ supply onsite.
Renewable Fuels or “Opportunity Fuels” are receiving more attention these days with the increased focus on reducing overall plant emissions. Seldom are these fuels economically viable in smaller applications but can be worth considering in larger systems where there are multiple economic forces driving a decision. Boilers and the associated auxiliary systems needed for these fuels are generally more complex and expensive than standard gas fired boilers.
Typical “opportunity fuels” include: wood chips, digester gas, refuse derived fuels, various industrial or manufacturing by products.
Controls
In their simplest form, steam boiler controls function to sense steam pressure and increase or decrease the burner firing rate as the steam pressure deviates from a prescribed set point pressure. Some control systems simply cycle the burner on or off as steam is needed. Boiler controls can range from these very basic on-off systems to the very sophisticated with precise and adaptive fuel and air matching, the cost and complexity of these systems vary accordingly.
Simple controls systems include the following:
- Burner management and boiler safety systems that monitor all boiler burner safety sand provide shutdown and alarm functions when conditions are out of set limits.
- Proportional or on-off burner controls that increase or decrease fuel and air input to a boiler to match heating loads of the facility.
- Boiler water level control via opening or closing a feedwater valve to maintain safe boiler water levels.
More advanced boiler controls are used on larger units where annual fuel cost warrant increased control of fuel and air. These systems normally include some or all of these features:
- Burner management systems are normally packaged by the burner manufacture which are microprocessor or PLC based and are integrated into the overall boiler controls system by the boiler manufacturer.
- These systems may also include single loop controllers to manage draft control, boiler blow down functions as well as efficient fuel and air matching. Independent control of fuel and air valves via digitally controlled actuators with a feedback loop that minimizes excess oxygen in the boiler exhaust (above what is needed for full combustion) can significantly improve annual boiler efficiently.
- Large industrial and campus heating plants often require remote monitoring or control, so more sophisticated boiler controls typically include some form of interface with the plant wide supervisory control and data acquisition system. This may any widely used communications protocol such as MODBUS, BACnet, Lonworks, or Ethernet.
Boiler and Burner manufactures have standardized on several systems recognized in the industry as being well established and well supported. However, using a manufacturers standard can be a two-edged sword. It is not uncommon to see boiler / burner controls over specified to the point where even a capable operating staff is unable to troubleshoot the system or to make even simple changes without calling in outside tech support. There are many standard systems available that offer flexibility and expansion capability that are well known by many reputable boiler / burner service companies.
Ancillary Equipment
The steam boiler is part of a system, which requires ancillary equipment to function effectively. The right equipment and a properly designed system assures that the boiler will function safely, reliably, and efficiently.
Feedwater Tanks – used for the preheating of cold make up water, collecting condensate return, and provide storage of water to steam-generating boilers.
Deaerators – used for the removal of oxygen and other dissolved gases from the feedwater to steam-generating boilers
Condensate Surge Tanks and Heat Recovery – for the collection of condensate returns, which contain valuable water treatment chemicals and thermal energy
Blowdown Separators and Heat Recovery – used to take water from the boiler during blowdown and reduce it to atmospheric pressure for disposal
Economizers – heat exchange devices used with a boiler to preserve energy by using the exhaust from the boiler recapture steam or preheat the cold water used to feed the boiler. Some of the types of economizers are stack, flash, and condensing heat recovery.









