
Hot water boilers, also called hydronic boilers, supply energy for a variety of facility operations. They are most commonly used in heating and process applications, supplying water at temperatures of 130F to 200F. If a system requires temperatures greater than 240F, a high-temperature hot water boiler can be specified. Operating pressures for hot water boilers typically range from 30 psi to 160 psi.
Many important considerations are involved when specifying the right hot water boiler to meet your application. While you want the most effective and efficient system you can get, a properly selected boiler will have a lower life cycle cost. A hot water boiler that provides more than you require or has features that will not be beneficial or usable in your application will be costlier and likely require more to maintenance and operational capability.
Water Temperatures

When considering a hot water boiler, you must look at the required water temperature – both for the supply and the return water. Supply water temperature refers to the temperature of the water as it leaves the boiler and travels to your heating or process system and equipment. The return water temperature, which refers to the water as it returns to the boiler, will be the more crucial factor in your boiler selection.
When selecting between a condensing and a non-condensing hot water boiler, the return water temperature is the determining factor. Condensing boilers are designed to achieve high efficiency by condensing water vapor in exhaust gases and recovering its latent heat, which would otherwise be wasted. Unless, however, the return water temperature is 140° or below, your application may not benefit from the use of a condensing boiler. Condensing boilers are most often a good choice for low-temperature applications, because of the possibility of higher efficiencies.
The basic temperature options with hot water boilers include:
- Low-temperature (100° – 150°F)
- Standard temperature (150° – 240°F)
- High temperature (240° – 500°F)
Applications
Hot water boilers are used in a variety of applications, which require specific water temperature requirements. The hot water boiler technology you select should be one that results in SAFE, efficient, cost-effective, and reliable operation. It is important to choose a hot water boiler that is designed to meet your applications, as purchasing a system that exceeds your needs may result in poor efficiency and diminished ROI.
Comfort Heating – Typically 100° – 200°F
Heating applications in this range are usually building heating for commercial buildings, office buildings, hospitals, etc. Depending on the system design and the associated air handling equipment, a condensing boiler may be able to be used to achieve higher efficiency as low water temperatures may be able to be utilized.
Domestic – Typically 100° – 160°F
Domestic hot water boilers are similar to comforting heating boilers but have a slightly different design for domestic use. They typically operate at lower water temperatures.
Process (Continuous & Batch) – Typically 160° – 200°F
Heating applications in this range are usually food and beverage, chemical facilities, and processing type factories. They typically require standard temperature boilers due to the process requirements.
District Heating – Typically 200° – 500°F
High-temperature hot water boilers can provide very high temperatures needed for distributing heat throughout a campus loop. These could be utilized at institutional-type facilities (hospital, universities, etc.) or a large corporation with a campus-style setup.
Hot water boilers can be advantageous because they normally do not need an operator or special water chemistry, and they run at higher fuel conversion efficiency than steam boilers.
Usage and Hot Water Load
Understanding your minimum and maximum usage and hot water load profile is essential in selecting the right boiler for your application. Different hot water boiler technologies perform better depending on the application profile. The primary difference lies in whether the usage profile is steady or fluctuating.
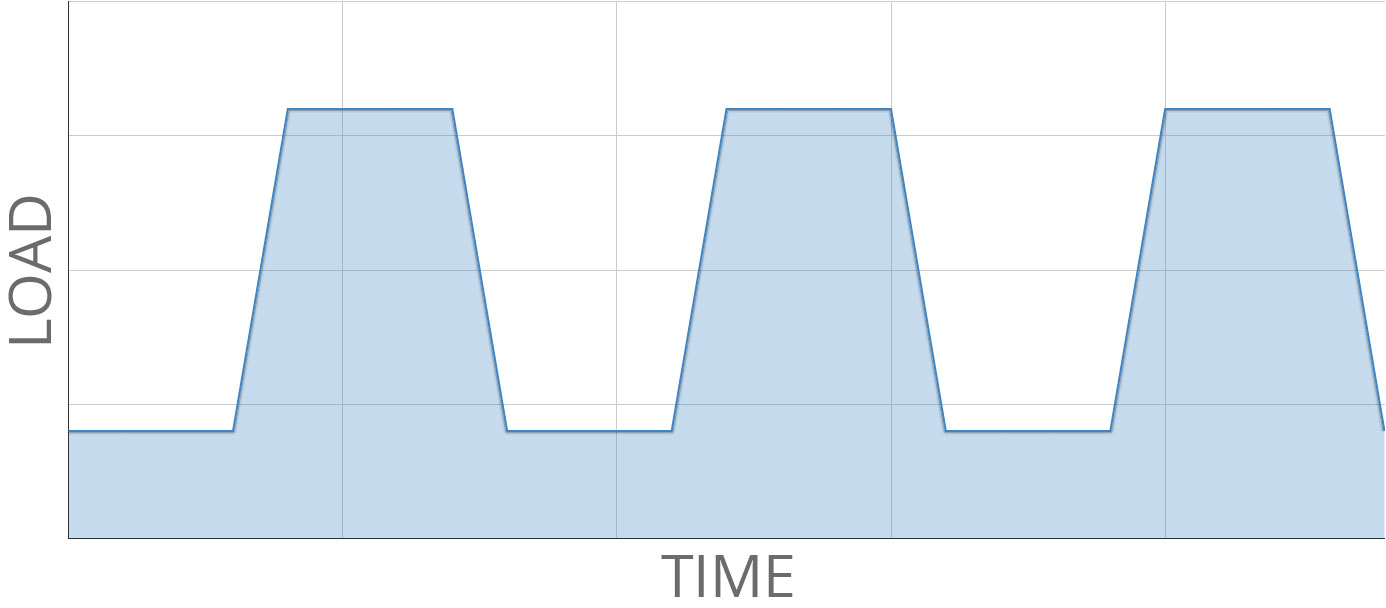
Steady Load
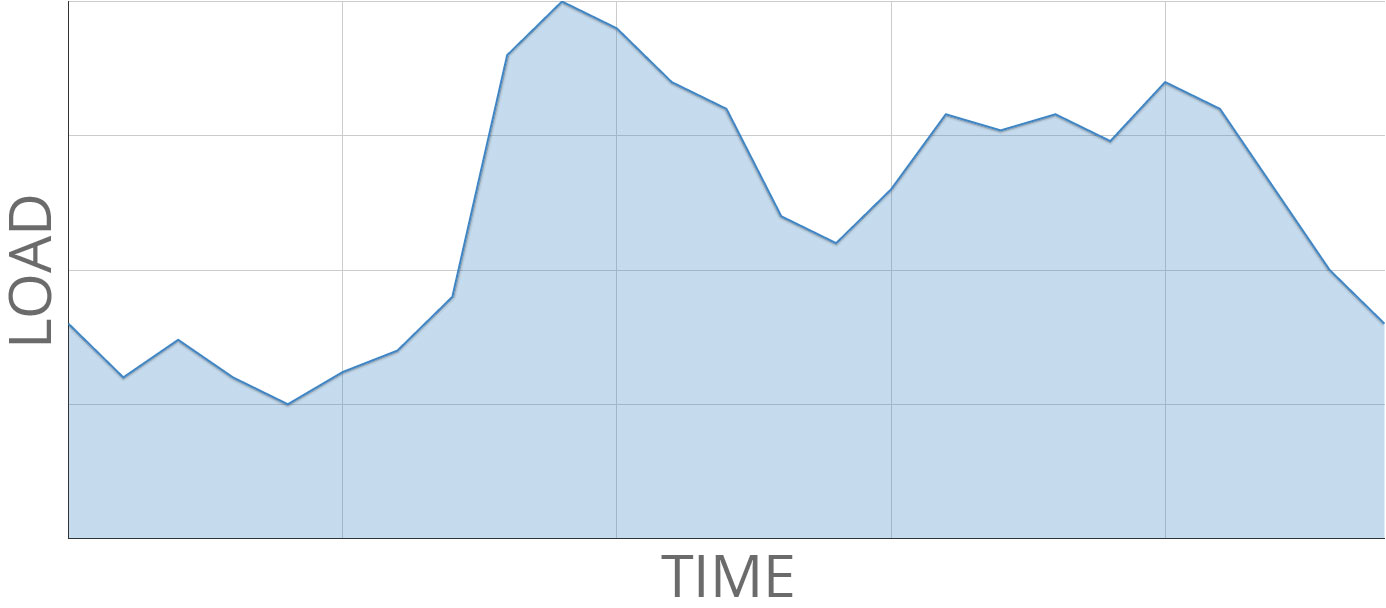
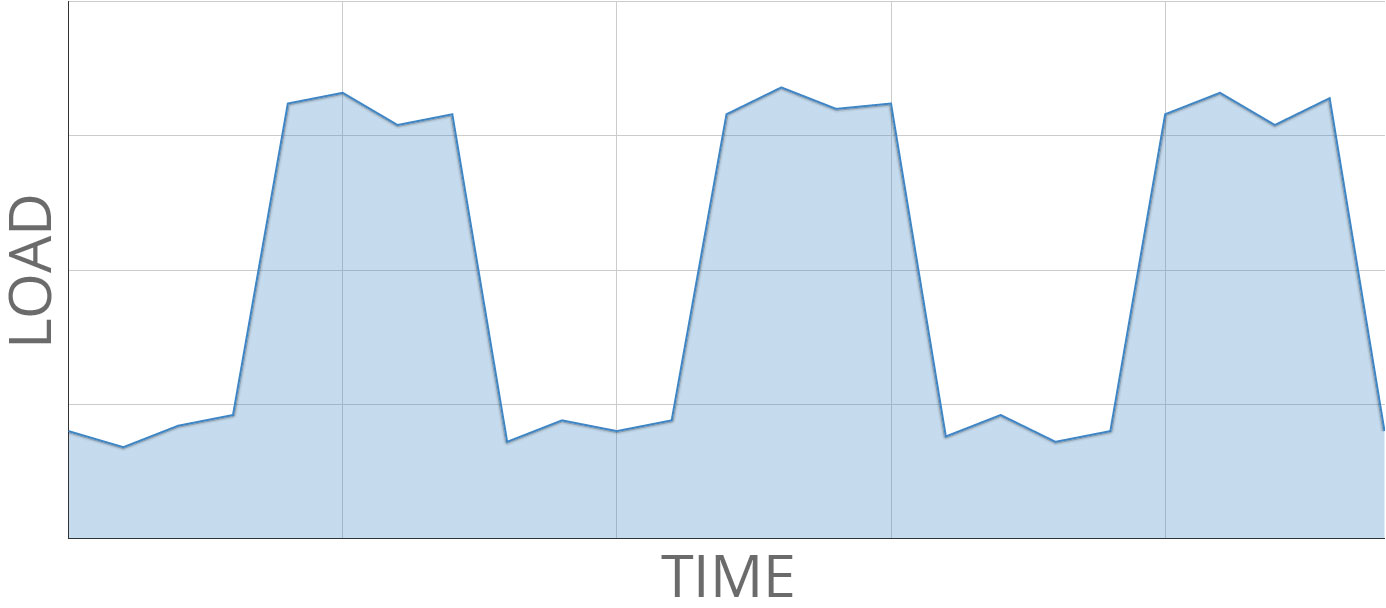
Fluctuating Load
Combination Load
Fuel

Natural gas is the predominantly used fuel source for powering steam boilers because it is readily available, low cost, and clean-burning. Other fuel sources include petroleum gas, propane, electricity, and alternative fuels. It is not uncommon to have a dual fuel burner that can fire both a primary fuel as well as a backup fuel. A normal arrangement might be natural gas as a primary with #2 oil or propane as the backup, in case of a gas line disruption. The standby fuel is normally stored onsite and is used only in emergencies. Critical care facilities, hospitals, prisons, and some industrial processes routinely use a backup fuel strategy and may store up to several days’ supply onsite.
Renewable fuels or “opportunity fuels” are receiving more attention these days with the increased focus on reducing overall plant emissions. Seldom are these fuels economically viable in smaller applications but can be worth considering in larger systems where there are multiple economic forces driving a decision. Boilers and the associated auxiliary systems needed for these fuels are generally more complex and expensive than standard gas-fired boilers.
Typical “opportunity fuels” include wood chips, digester gas, refuse-derived fuels, various industrial or manufacturing by-products.
Controls
In their simplest form, steam boiler controls function to sense water temperatures and increase or decrease the burner firing rate as the water temperature deviates from a prescribed set point pressure. Some control systems simply cycle the burner on or off as hot water is needed. Boiler controls can range from these very basic on-off systems to very sophisticated, with precise and adaptive fuel and air matching. The cost and complexity of these systems vary accordingly.
Simple controls systems include the following:
- Burner management and boiler safety systems that monitor all boiler burner safety sand provide shutdown and alarm functions when conditions are out of set limits.
- Proportional or on-off burner controls that increase or decrease fuel and air input in a boiler to match the heating loads of the facility.
- Boiler water level control via opening or closing a feedwater valve to maintain safe boiler water levels.
More advanced boiler controls are used on larger units where annual fuel costs warrant increased control of fuel and air. These systems normally include some or all of these features:
- Burner management systems are normally packaged by the burner manufacturer, microprocessor or PLC based, and are integrated into the overall boiler controls system by the boiler manufacturer.
- These systems may also include single loop controllers to manage draft control, boiler blowdown functions as well as efficient fuel and air matching. Independent control of fuel and air valves, via digitally controlled actuators, with a feedback loop that minimizes excess oxygen in the boiler exhaust (above what is needed for full combustion), can significantly improve the annual boiler efficiency.
- Large industrial and campus heating plants often require remote monitoring or control, so more sophisticated boiler controls typically include some form of interface with the plant-wide supervisory control and data acquisition system. This may include widely used communications protocols, such as MODBUS, BACnet, Lonworks, or Ethernet.
Boiler and Burner manufacturers have standardized several systems recognized in the industry as being well established and well supported. However, using a manufacturer’s standard can be a two-edged sword. It is not uncommon to see boiler/burner controls over specified to the point where even a capable operating staff is unable to troubleshoot the system or make even simple changes, without calling in outside tech support. There are many standard systems available that offer flexibility and expansion capabilities that are well known by many reputable boiler/burner service companies.



